




如果外表粗糙管体到处有坑洼处,管体看起来整体泛白,这是由于管材在生产过程中加入了过量的钙粉所致。适量的添加钙粉可以有效管材的硬度,但过量后管材就会十分脆并失去了原本的柔韧性,这样的管材必然会存在问题,建议不要选购。
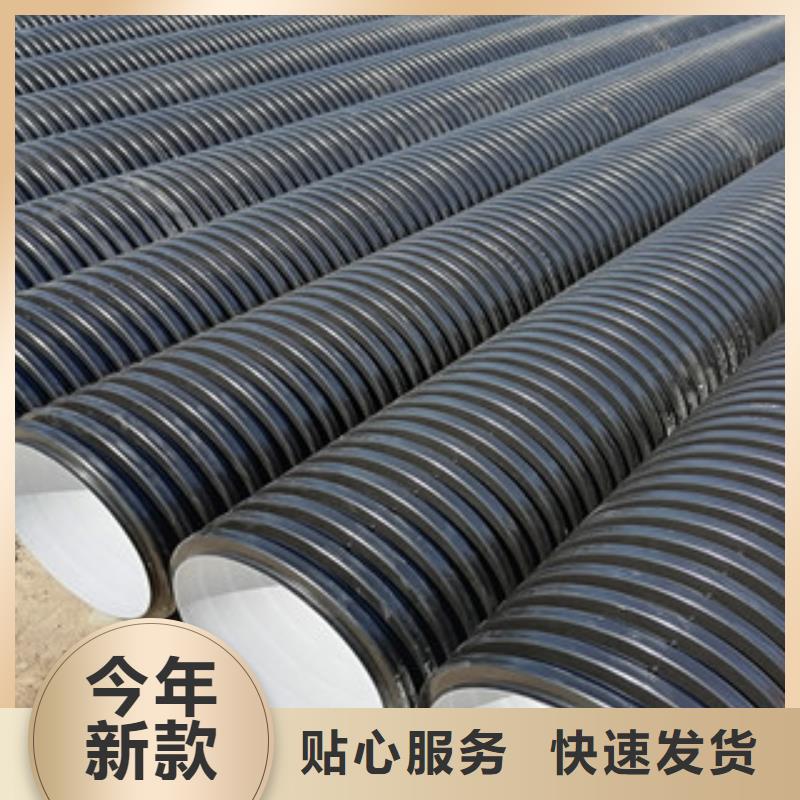
只有了解管材内部结构才能了解管材质量的好坏,仔细观察双壁波纹管的横截面时,会发现横截面的管壁是由两层管壁构成的,而且好的管材观察横截面的管壁厚度是否匀称,不好的管材会发现管壁厚度不一,还有观察管材波峰的厚度也是有效知道管材质量好坏的只要依据。
首先是波纹管的内壁不平坦通常由真空度偏小、水套温度过高、内层过薄等导致。真空度偏小应当查看内层真空管路是不是疏通,真空泵是不是作业正常等。水套温度过高通常是由于冷却水的水温过高或冷却水的流量过小导致,可通过这两个方面的来处理。
扩口内外层未贴好若是这种表象发生在始端,则由于内层冲气发动较晚或相应段的气压过小;若是发生在结尾,则由于内层冲气提前结束或扩口放气提前结束,又或许由于相应段的气压过小;若是从头到尾都没有贴好,则有可能是原材料的功用或温度的缘由。
双壁波纹管的扩口不良一般是内层被吹破缘由通常有内层冲气气压过大;原材料耐性欠好;内层过薄;扩口放气发动晚或扩口放气管路不晓畅;原材料内有杂质;物料塑化不良等。扩口不完整扩口的结尾不管怎样都无法贴上,缘由通常是内层冲气提前结束了,扩口放气提前结束了。



一、实验室检测:PPR材料属于耐热材料,PE属于不耐热材料,所以可通过PPR管材在高温条件下静液压试验检测:①在95℃、4.2Mpa条件下,试验22小时,管材无破裂、无渗漏;②在95℃、3.8Mpa条件下,试验165小时,管材无破裂、无渗?。
所以建议大家在选择管材时一定要选用优质厂家的产品,在低温条件下施工时,注意轻搬轻放,按照 规范进行施工,避免因野蛮操作,造成管材破裂。那我们如何辨别购买的PPR管材是否为纯正的PPR管材呢。二、实际焊接操作检测:通过管材焊接检测,PE焊接温度为220±10℃、PPR焊接温度为260±10℃,如果添加PE原料,在焊接时,管材会融化的很快,通过此种方法也可以判断是否为PPR纯料生产。
其二,可以通过测试其维卡PE维卡软化温度一般在120度左右,而PPR则在150度左右,如维卡温度在150度(10N砝码)以下,可以怀其材料不纯。其三通过测密度如大量加PE后PPR管材密度上调,PPR纯料密度在0.89左右,而PE材料则在0.94-0.96左右。
其四,加PE多了可能产生管材分层,可以通过拉伸进行测试,一个看其伸长率能达到多少,一般PPR伸长率只有300-400%左右,有的还要低下。如伸长率能达到600-700%左右同PE一样,哪则肯定加PE类材料。其五,还有冲击试验,PPR用简支梁试验或落锤冲击试验机做,采-10度做试验,PPR基本是破的,如管材还好,也不一般是PPR全新料等等。

